
与现代军工装备制造企业目标一致,处于世界顶尖的在线无损测厚技术的涂魔师始终追求创新改善涂装工艺、绿色发展等理念。
集成了涂魔师的现代化涂装系统,能为航空航天、船舶重工、核电建设、轨道交通、军用兵器等军工装备涂装技术提供精准可靠的涂层厚度在线监测技术,较大程度上规避了因漏喷、涂层太厚或太薄、膜厚不均匀而造成的产品质量问题。
瑞士涂魔师采用的光热法(ATO)是目前先进的非接触涂层厚度测量技术,可以对各种特种涂料的湿膜或干膜进行非接触测试,在产品进入烤炉前即可测出干膜厚度,无需等待长时间的烘干过程就得知喷涂参数是否调节到位,用户可以在最短时间内将涂层厚度控制在更窄的合格范围内,稳定涂装质量并节省涂料用量。

总的来说,涂魔师具有以下显著优势:
1.不限于涂料类型
如:绝缘涂料、防腐涂料、船舶涂料、润滑涂层、粘胶涂层等特种涂料、隐身涂料、粉末涂料等;
2.不限于基材种类
碳纤维、MDF中纤板、橡胶、玻璃、硅片、金属或非金属材料;
3.符合ISO/JIS国际标准
ISO 2808:2007第4版《涂料和清漆--漆膜厚度的测定标准》和JIS K 5600-1-7:2014《涂料的试验方法-第1部分:通则》;
其中ISO 2808:2007标准显示,精度最差为梳齿仪,精度最高的是光热法。而采用光热法(ATO)技术的涂魔师可达到0.2%的高精度。
4.100% 膜厚数据即时传输存档,可追溯工艺全过程
结合涂装参数优化喷涂工艺和消耗品的更换频率:实时监测反馈生产线上传送的产品膜厚;
对于基材粗糙、产品边缘、弯曲面、转角、细小部位等形状复杂或角度摇晃倾斜的产品也能精确检测,有效避免出现人为操作误差;
5.采用无害氙灯光源
对人体及产品不存在任何危害性;
6.一键快速测试,使用简单灵活
7.手持式、在线式、3D整体成像等多款型号可选,适合在生产现场和实验室使用
由此可见,涂魔师能有效减轻操作人员工作负担,实时反馈工艺现状,减少客户不满及返工,降低生产成本等。
传统测厚仪很难满足电泳涂装工艺要求
电泳涂装工艺要求将电泳漆漆膜厚度有效控制在尽可能小的允许容差范围内。但对于微米级的允许容差范围要求,传统接触式测厚仪不仅很难精准测量漆膜厚度,而且无法达到很好的重复性。通常,所使用的测厚设备的重复性应是允许容差范围的1/40。例如,某一涂层厚度的允许容差范围是4微米,则使用的测厚仪器的标准偏差必须小于0.1微米。
实验目的
验证涂魔师ATO与电磁感应测厚仪,哪种测厚方法更能有效控制电泳漆漆膜在更窄的合格范围内;
测试样品
从一块大型电镀钢板上切割出边长为100毫米的方形钢板,样品涂层为KTL电泳漆涂层(阴极浸渍涂层),钢板厚度为500微米;
说明:实验前使用显微镜测量电泳漆漆膜厚度,从横截面测试结果得出电泳漆漆膜厚度在6到7微米之间。
实验步骤
1、实验人员分别使用电磁感应测厚仪和涂魔师ATO测厚仪器沿测试样品的对角线选取25个测试点并依次进行膜厚测试;

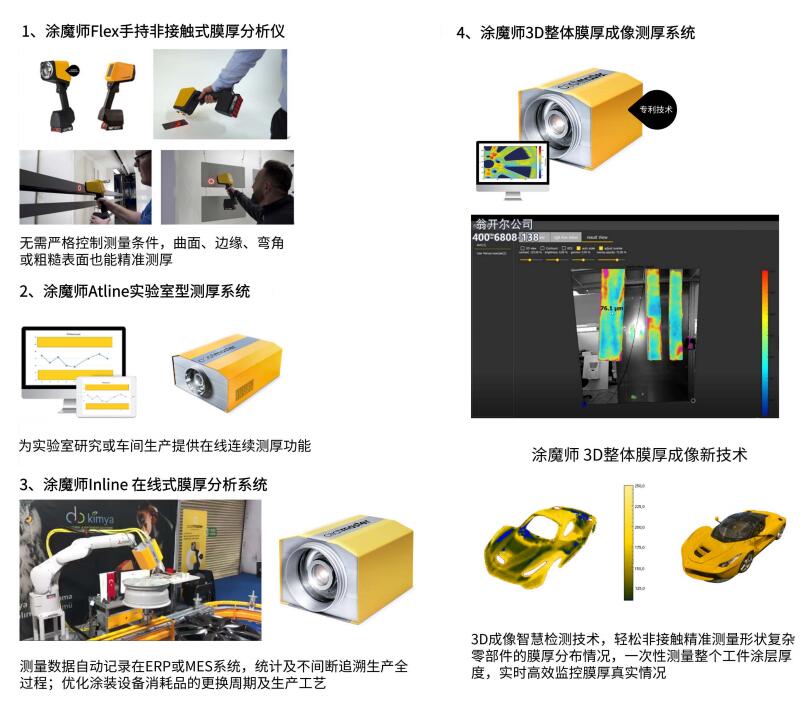
上图:使用涂魔师Flex手持非接触膜厚分析仪对电泳漆漆膜进行非接触测厚
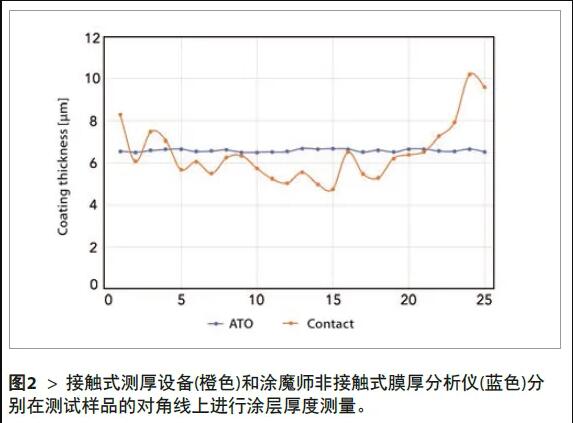
2、将所有测量结果汇总在图表中,测试结果如图2所示。
实验结果
1、电磁感应测厚仪的标准偏差为1-2微米,明显不适合测量较薄的涂层厚度和允许容差范围很小的实际应用。
2、电磁感应测厚仪测量样品边缘处的膜厚数据明显偏高,这是因为磁感应测厚仪探头的磁力线在边缘处出现了变形情况。当磁感应探针的电磁场超出被测样品的边缘时,就会发生边缘效应,测量值就会出现偏离。因此,当使用磁感应测厚仪测量边缘、边角或者基材曲率半径发生变化时,将会影响仪器的测量精度。
3、电磁感应测厚仪的大部分测厚数据低于6到7微米。这表明了该测厚仪探头接触测厚时,涂层被按压并出现了凹陷,导致该测厚仪的测量结果出现明显偏差;
4、涂魔师ATO非接触测厚仪器的标准偏差为0.1微米,平均值为6.4微米,与显微镜测试数据具有很高的相关性,证明涂魔师不存在与接触式测厚仪出现类似的边缘磁力线变形等测量缺点。
可见,涂魔师非接触测厚仪器优于接触式干膜测厚仪,即使是粗糙基材、曲面弯角或边缘等难测区域也能精确测厚。
综述
涂魔师ATO是测量电泳漆涂层的较佳测厚技术,能满足允许容差范围尽可能小的测量要求。该测厚技术与基材形状复杂性和粗糙度无关,可以精准测量形状复杂不规则的产品膜厚;它也可以测量内腔、凹槽、弯角、曲面、螺钉等难测部位的涂层厚度。
德国闻名防腐蚀涂层系统(达克罗涂层)制造商Dorken MKS(德尔肯)公司在涂装过程中,发现使用传统膜厚仪只能等到达克罗涂层烘干后才能测量涂层厚度,导致在客户现场调试设备需要花费几天时间,工作效率过低;
解决方案
德尔肯公司为了评估涂魔师 Flex的精准性和重复性,经过一系列测试发现:涂魔师与显微镜法具有很好相关性,且涂魔师的测量偏差小于0.3微米。
他们成功使用涂魔师在涂层烘干前立即测量湿膜实时精确得出干膜厚度,并能及时调整涂装系统参数,大大缩短在客户现场涂装系统的调试时间。
实验评估数据
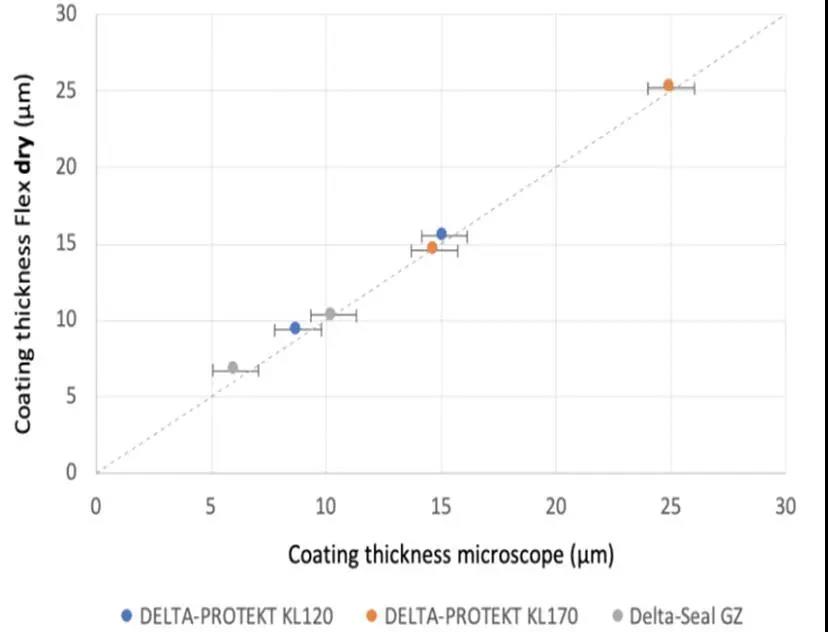
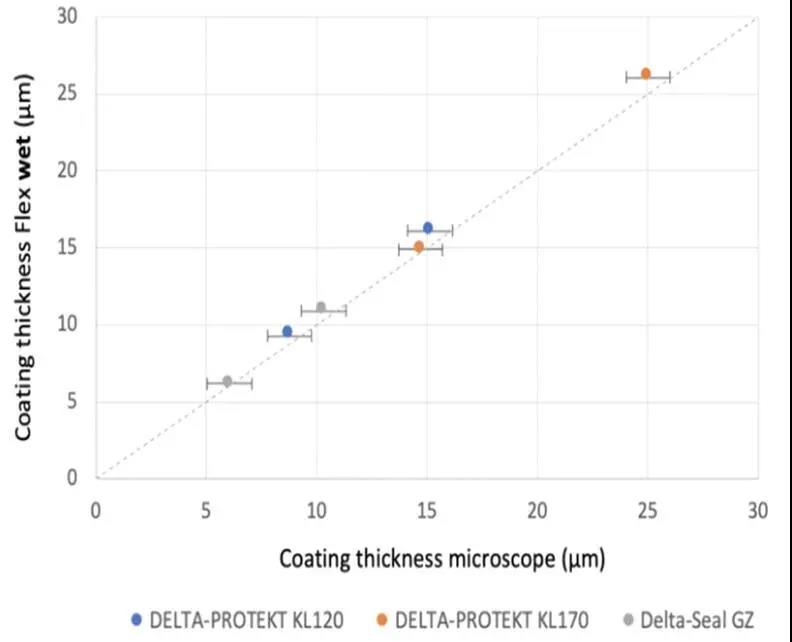
图:显微镜法和涂魔师膜厚测量数据比较(上图:涂魔师测量干膜,下图:涂魔师测量湿膜)
实验结果
1、 无论是测量湿膜还是干膜,涂魔师与显微镜法都具有很高的相关性(R2 = 0.998);
2、 显微镜法的标准误差小于1.5微米,涂魔师的标准误差小于0.3 微米;
说明:为了提高实验的可操作性,上述两个应用案例都使用涂魔师ATO手持式测厚仪器进行对比实验;除了手持式外,集成到机械臂或往复装置的涂魔师在线测厚系统得到更多厂家青睐。通过集成到涂装系统中,涂魔师更能方便精准对产线上输送的工件膜厚进行实时监测与控制
通过将涂魔师集成到涂装生产线上,然后对膜厚数据进行采集与数据分析处理,涂装人员能快速判断是否喷涂设备出现问题,从而提高喷涂工艺稳定性,有效减少样品质量缺陷,降低返工率和生产成本,将经济效益最大化。
随着军工领域对涂装工艺的要求不断提高,技术先进的涂魔师正能为制造企业提供高度自动化和精度高的测厚技术,以满足严格的行业生产要求。



